在現(xiàn)代電子制造業(yè)中,貼片機(Surface Mount Technology,SMT)是核心生產(chǎn)設備之一,其高效精準的貼裝能力離不開計算機軟硬件的協(xié)同支撐。從計算機軟硬件的角度深入剖析貼片機的組成與工作流程,有助于理解其自動化運作的本質(zhì)。
一、貼片機的主要組成(計算機軟硬件視角)
貼片機的系統(tǒng)結構可類比為一臺高度專業(yè)化的工業(yè)計算機,其組成主要包括硬件與軟件兩大部分:
- 硬件系統(tǒng):
- 中央處理與控制單元:相當于計算機的“CPU”和主板,負責協(xié)調(diào)所有部件的動作、處理傳感器數(shù)據(jù)和執(zhí)行運動控制算法。通常采用工業(yè)級計算機或高性能PLC(可編程邏輯控制器)作為核心。
- 運動執(zhí)行機構:包括高精度伺服電機、直線電機、滾珠絲杠、導軌等,在控制系統(tǒng)的指令下驅動貼裝頭進行X-Y-Z三軸的精確定位和旋轉。
- 視覺識別系統(tǒng):由工業(yè)相機、鏡頭、光源和圖像采集卡組成,相當于計算機的“眼睛”。它負責識別PCB(印制電路板)的基準點(Mark點)和元器件的對中位置,將圖像數(shù)據(jù)傳回處理單元進行比對和校正。
- 供料系統(tǒng):如同計算機的“外設”或“輸入設備”,包括飛達(Feeder)、托盤、管裝供料器等,負責將各種封裝(如盤裝、帶裝、管裝)的元器件有序輸送至拾取位置。
- 貼裝頭與吸嘴:是直接的“執(zhí)行末端”,由真空系統(tǒng)、傳感器和換嘴裝置等構成,負責拾取、檢測(如真空檢測、高度檢測)和放置元器件。
- 傳感器網(wǎng)絡:遍布機器的各類傳感器(如位置、壓力、視覺、光電傳感器)實時監(jiān)測機器狀態(tài),構成反饋閉環(huán),確保過程可控。
- 人機交互界面(HMI):通常是工業(yè)觸摸屏或工控機顯示器,是操作人員與機器“對話”的窗口。
- 軟件系統(tǒng):
- 操作系統(tǒng)與底層驅動:運行在控制計算機上的實時操作系統(tǒng)(RTOS)或經(jīng)過優(yōu)化的工業(yè)Linux/Windows系統(tǒng),以及各類硬件設備的驅動程序。
- 運動控制軟件:核心算法軟件,負責解析貼裝程序(通常由上位機編程軟件生成),規(guī)劃最優(yōu)貼裝路徑(路徑優(yōu)化算法),并生成精確的運動控制指令。
- 機器視覺軟件:處理圖像采集卡傳來的數(shù)據(jù),運行圖像處理算法(如模板匹配、邊緣檢測、灰度分析)來識別元件和PCB的位置、角度及質(zhì)量(如引腳共面性檢測)。
- 編程與優(yōu)化軟件(上位機軟件):通常在獨立的PC上運行。工程師在此導入PCB的CAD設計文件(如Gerber文件)和物料清單(BOM),進行貼裝程序編程、元器件數(shù)據(jù)庫管理、送料器站位分配以及貼裝順序和路徑的優(yōu)化仿真。
- 生產(chǎn)管理軟件(MES接口):高級貼片機集成此軟件模塊,可與制造執(zhí)行系統(tǒng)(MES)通信,實現(xiàn)生產(chǎn)數(shù)據(jù)(如貼裝率、拋料率、效率)的實時上傳、程序下發(fā)和配方管理。
二、貼片機的工作流程(基于計算機軟硬件的協(xié)同)
貼片機的工作流程是一個典型的“數(shù)據(jù)輸入-處理-執(zhí)行-反饋”的自動化循環(huán),計算機軟硬件貫穿始終:
1. 數(shù)據(jù)準備與輸入(離線階段):
在上位機編程軟件中,工程師完成PCB程序編制,生成包含元件坐標、角度、料站信息、貼裝順序、吸嘴分配等數(shù)據(jù)的貼裝程序文件。該文件通過局域網(wǎng)或U盤等方式下載到貼片機的控制計算機中。
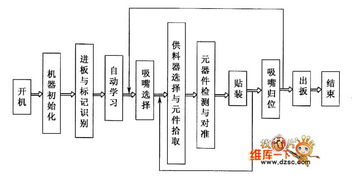
2. 開機與初始化(硬件自檢):
機器通電后,控制系統(tǒng)啟動,各硬件驅動加載。系統(tǒng)執(zhí)行自檢程序,檢查伺服系統(tǒng)、傳感器、氣路、真空等是否正常,并將各運動軸回零(尋找機械原點)。
3. PCB裝載與定位:
傳送機構將PCB送入機器并夾緊。視覺系統(tǒng)(相機)移動至PCB上方,拍攝預先設定的基準點(Mark點),軟件通過圖像處理計算出PCB實際位置與理論位置的偏移量(ΔX, ΔY, Δθ),并將此補償數(shù)據(jù)應用于后續(xù)所有元件的貼裝坐標。
- 元件拾取與識別:
- 供料:根據(jù)程序指令,對應的飛達將元件料帶步進至拾取位置。
- 拾取:貼裝頭移動至該料站上方,下降,吸嘴在真空作用下拾取元件。真空傳感器確認拾取成功。
- 識別與校正:貼裝頭通常將元件移至固定的視覺相機(或飛行相機在移動中拍攝)上方。相機拍攝元件圖像,視覺軟件實時分析其中心位置、旋轉角度以及引腳是否完好。與元件數(shù)據(jù)庫中的標準圖像對比后,計算出位置和角度偏差,并生成補償指令發(fā)送給運動控制系統(tǒng)。
5. 元件貼裝:
運動控制軟件根據(jù)已補償?shù)腜CB位置數(shù)據(jù)和元件位置數(shù)據(jù),規(guī)劃出最優(yōu)移動軌跡,驅動貼裝頭高速、平穩(wěn)地運動至PCB目標坐標上方。貼裝頭下降,在接觸焊膏的瞬間,吸嘴關閉真空或吹氣,將元件精準釋放到焊盤上。部分機器會帶有“貼裝后檢測”或“壓力感應”功能以確保放置質(zhì)量。
6. 循環(huán)與監(jiān)控:
上述拾取-識別-貼裝過程以極高速度循環(huán)進行,直至完成板上所有元件的貼裝。在整個過程中,控制軟件實時監(jiān)控拋料率、貼裝精度、設備狀態(tài)等,并通過HMI顯示。生產(chǎn)數(shù)據(jù)可被記錄并上傳至網(wǎng)絡。
7. PCB流出與結束:
完成貼裝的PCB被傳送機構送出,進入下一工序(如回流焊)。控制系統(tǒng)準備接收下一塊PCB,或待機。
從本質(zhì)上看,貼片機是一臺由計算機軟硬件深度賦能的精密機器人系統(tǒng)。其硬件構成了感知與執(zhí)行的軀體,而軟件則是驅動和優(yōu)化其行為的大腦與神經(jīng)。兩者無縫協(xié)同,將設計文件中的數(shù)字信息,高效、可靠地轉化為電路板上的物理實體,是智能制造和電子工業(yè)自動化的典范。